_3.jpg "Article picture")
Trade shows have been highlighting the advances in DTG printing. Pictured: Resolute DTG at Sign and Digital UK 2015
Printing on garments has come a long way since the days of dodgy
transfers ironed onto t-shirts which start peeling off after the first
wash. A process that used to see your photo of The Clash printed onto a
black t-shirt looking more like a distressed rag recovered from the
bottom of the sea. Or old style silk screen prints where registration
might give a slightly blurred finish which added an unexpected edge to
the design.
.
Now there is a new kid on the block and it is looking to dominate the
area of garment printing in the next few years. Usually referred to as
DTG, direct-to-garment printing’s USP is its ease of set up, speed, and
accuracy.
With computerised artwork and an automated printer even one off garments
are cost-effective. In fact you can print 100 shirts each with a
variable message, so team shirts for sport, for marketing, and for
special promotions are quick and easy to handle.

Now there is a new kid on the block and it’s looking to dominate the area of garment printing in the next few years”
Digital printing began in the late 1990s and now has made inroads into
the silk screen market due to the increasing sophistication of the
process and the falling price of the machines on offer. It is cleaner,
quicker, easier to use, and requires less traditional skills to operate.
DTG is, in its most basic definition, printing onto textiles such as a
t-shirt using a modified inkjet printer. Because of the woven nature of
the material that is printed on the DTG printer needs to have an
effective transport mechanism for the garment and it must use special
inks that can be absorbed by the fibres of the material and not
immediately peel off. Darker materials also need to be primed to allow
the ink to bind with a wetting agent.
There are of course alternatives to DTG including embroidery that still
continues to dominate a niche area of the business. Embroidery dates
back to classical times because of its ability to resist washing and to
retain its form and colour for years. In the 19th and 20th centuries the
cottage industry got mechanised and has become popular with sports
badges, crests, and mottos on garments. The drawback for embroidery is
that it does not allow for photographic or intricate typeface detail
plus of course on the flip side is all the stitching—which needs to be
covered or lined so it works well on a breast pocket but has its
drawbacks on a t-shirt. However many silk screen printers will have an
embroidery unit and also a DTG printer to cover all bases.
Another rival process is dye sublimation which can use the whole t-shirt
for instance as the printing surface to create an overall graphic
finish. The dye is absorbed into the fabric blending one into the other.
This is in contrast to heat transfer printing which holds strong
details and a photographic quality but has a slightly rubbery feel and
will eventually rub off with constant wear.
Rival screen technology
Silk screen printing began back in 1910 and has moved on since then with
automated machines that can turn out high quality garments on longer
print runs. It is still in essence a traditional printing process
meaning set up times can be lengthy, while using multiple colours can be
expensive, washing up times are long, and shorter print runs are not
cost-effective. However it still accounts for the majority of the market
although year on year direct-to-garment printing (DTG) is making
inroads into its domain.

The age old rival to the emerging DTG is traditional silk screen
printing machines like this one in Austria that is still more cost
effective on long print runs
Since the advent of DTG a number of manufacturers have entered the
market in an area that has seen expansion. It has given the sign
industry a growth area to exploit as the possibilities are opened up by
the creative forces let loose by the new technology. Now it is possible
to print full colour images that do not peel on a variety of clothing.
From t-shirts to sarongs and from jackets to hats, the range of
merchandise is growing all the time with the area of corporate clothing,
marketing, sports, and leisure all offering huge openings.
The big names include Epson, Canon, HP, Ricoh, Sprint, BelQuette, DTG
Digital, AnaJet, Oprintjet, Brother, MAPI Digital, and Kornit—and of
course they offer a range of printers from entry models to larger scale
industry standards. Getting started means parting with around £20,000
for a high quality new machine, although used machines can be had for a
fraction of that price. There are printers like the Epson SureColor
SC-F2000, the Kornit Breeze, the Sprint from Anajet, or the Viper from
the USA. There are a lot of machines out there and one the best places
to try them out is at events like The Print Show in the autumn or Sign
and Digital this spring, both at the NEC.

The Viper is one of the DTG models that have proved popular
The favourite garment for silk screen printers for decades has been the
t-shirt due to its simple shape and its even and absorbent cotton
surface. It is also ideal for DTG but increasingly the range of textiles
and garments that can be printed on is growing. Leather, silk, and the
full gamut of synthetic fibres are all possible substrates.

Leather, synthetic materials, cotton, and even wool can be printed on
using direct-to-garment although materials like leather are printed
first as flat material before they are made up
A material world
The process of DTG is familiar to anyone who has used a printer and a
computer before. First, the design is created using a system like
Indesign, Coral or Quark and from that a jpg, tiff or pdf is produced.
This is dragged and dropped into the printer’s RIP software where the
size, colours, and proportions can be edited to fit the garment’s print
surface. Once the graphic is ripped and your ideal settings are
selected, you click ‘print’ within the program, and the graphic is sent
to the printer. There is a preview setting before the printer makes a
single pass to use print in full colour for light coloured garments and
two passes for darker ones, first laying a white base before printing
using the CMYK process of inks.
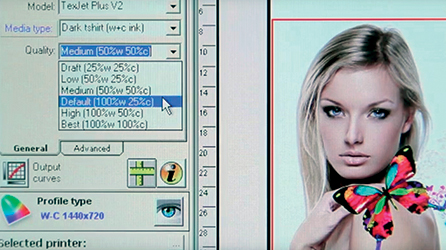
The software with all DTG units is easy to master if the operator has used a PC before
Some dark coloured garments may require pre-treatment before printing so
that the white ink underbase adheres to the garment, allowing the
colours to stand out instead of being lost in the darkness of the
garment. After printing the garment needs a minute or so to be heat
treated so the ink adheres to the fibres.
Cotton or cotton blends are the materials best suited for DTG although
developments in technology have allowed for light coloured polyester and
cotton/poly blends to work. Advanced RIP software allows for driving
multiple printers from one computer including advanced job queuing, and
better ink cost calculation as it moves into an industrial scale of
production.
A DTG machine in action at a trade show—where an increasing number of units are now available for the growing market
At the other end of the scale DTG is ideal for small print runs meaning
that one-off items make it attractive to internet customers. Many print
firms and sign-makers have moved into this market marketing a range of
garments where the online customer can choose from a range of images and
styles or simply design their own, supplying their own artwork as a pdf
via a drop-box or similar method.

A multi-pallet DTG unit showing how mass production is possible with
some manufacturers looking to hundreds of garments being able to be
printed an hour
Rather like digital printing as opposed to offset litho printing there
is a debate about when it is more cost-effective to use DTG over
traditional screen printing. Some screen printers and sign-shops have
decided to bite the bullet and have both systems. For shorter runs
(typically t-shirts) then DTG is more cost-effective in terms of time
and money for under 50 items of clothing, while screen printing comes
into its own over 50.

Close up of a DTG unit with twin pallets doubling production time
The time factor is one that is changing as DTG gets faster and some
machines will print in a single pass first laying the white onto a dark
material and then the CMYK straight on top. Also prices for DTG continue
to fall and more of the early models are becoming available as second
hand machines so that typical break-even point of 50 shirts may well
change.
Into the future
At FESPA’s spring show in Amsterdam the latest generation of printers
were showcased including some that are a hybrid between silk screen
printing and DTG, such as the Kornit Paradigm II, while the same firm
launched two new machines, at the trade show revealing how quickly the
market is growing.
To give an idea of how their new DTG machine is working the company said
their Storm 1000 features twelve print heads in a CMYK and white
configuration and produces up to 170 garments per hour in high
productivity mode, including inline pre-treatment. It all seems a far
cry from the very first direct-to-garment printers that were limited in
their range and size. Where will the market go in the future is a
question of demand but as customers want more personalised items then
eventually it is likely that all garments and accessories will be able
to be printed by DTG.
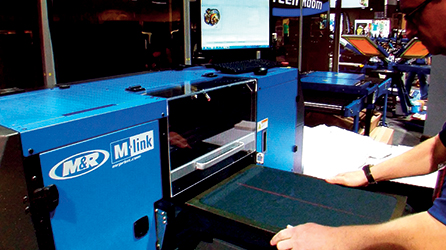
I-Dot printer from M&R Digital with stills from a demonstration:
Preparing the shirt
Setting up
Printing the white

Laying on the colour
Out it comes
Heat sealing
All done
Your text here...

